Leave Your Message







Comparaison de différentes méthodes d'entraînement pour les robots servo à trois axes
Comparaison de différentes méthodes d'entraînement pour les robots servo à trois axes
Dans le contexte de la vague mondiale de modernisation de l'automatisation dans le secteur manufacturier, robots servo à trois axes Ces équipements sont devenus essentiels dans des secteurs tels que l'assemblage électronique, la transformation de pièces automobiles et le conditionnement alimentaire. Le choix du mode d'entraînement approprié détermine directement l'efficacité de la production, les coûts de maintenance et le retour sur investissement ; un mauvais choix peut entraîner une capacité de production insuffisante, des réparations fréquentes, voire un remplacement prématuré de l'équipement.

I. Pourquoi le mode d'entraînement est-il un critère de sélection fondamental pour les robots servo à trois axes ?
Le système d'entraînement d'un robot servo à trois axes est en quelque sorte son « cœur moteur », assurant la conversion de l'énergie cinétique du servomoteur en un mouvement linéaire ou rotatif précis. Ses performances influent directement sur trois critères d'achat essentiels :
Rentabilité de l'investissement : équilibre entre le coût d'achat initial et les coûts d'entretien ultérieurs. Par exemple, si certains systèmes d'entraînement peuvent présenter un faible coût d'achat initial, le coût de remplacement annuel des pièces d'usure peut doubler.
Adaptabilité de la production : sa capacité à répondre aux exigences spécifiques de l'industrie, telles que l'exigence de précision de ±0,01 mm dans la fabrication électronique, ou le besoin de l'industrie automobile en charges supérieures à 50 kg.
Adaptabilité mondiale : les équipements exportés doivent répondre aux normes du marché cible, telles que les restrictions en matière de consommation d’énergie et de bruit sur les marchés européens et américains, ainsi qu’aux exigences de tolérance aux environnements à température et humidité élevées sur les marchés d’Asie du Sud-Est.
Les données de la Fédération internationale de robotique (IFR) de 2024 montrent que le taux d'immobilisation des équipements dû à un mauvais choix de motorisation a atteint 12 %, dont plus de 60 % sont imputables à des erreurs de compatibilité commises par les acheteurs en gros. Par conséquent, une comparaison exhaustive des différentes méthodes de motorisation est essentielle.
II. Comparaison approfondie des principales méthodes d'entraînement pour les robots servo à trois axes
Actuellement, sur le marché mondial, la transmission électrique est de loin la méthode dominante pour les robots servo à trois axes (représentant plus de 85 %), complétée par un petit nombre de transmissions hydrauliques/pneumatiques pour des applications spécifiques. Parmi les transmissions électriques, les trois structures les plus courantes sont les vis à billes, les courroies synchrones et les systèmes pignon-crémaillère. Leurs principales différences sont les suivantes :
(I) Comparaison des paramètres techniques de la méthode d'entraînement du noyau
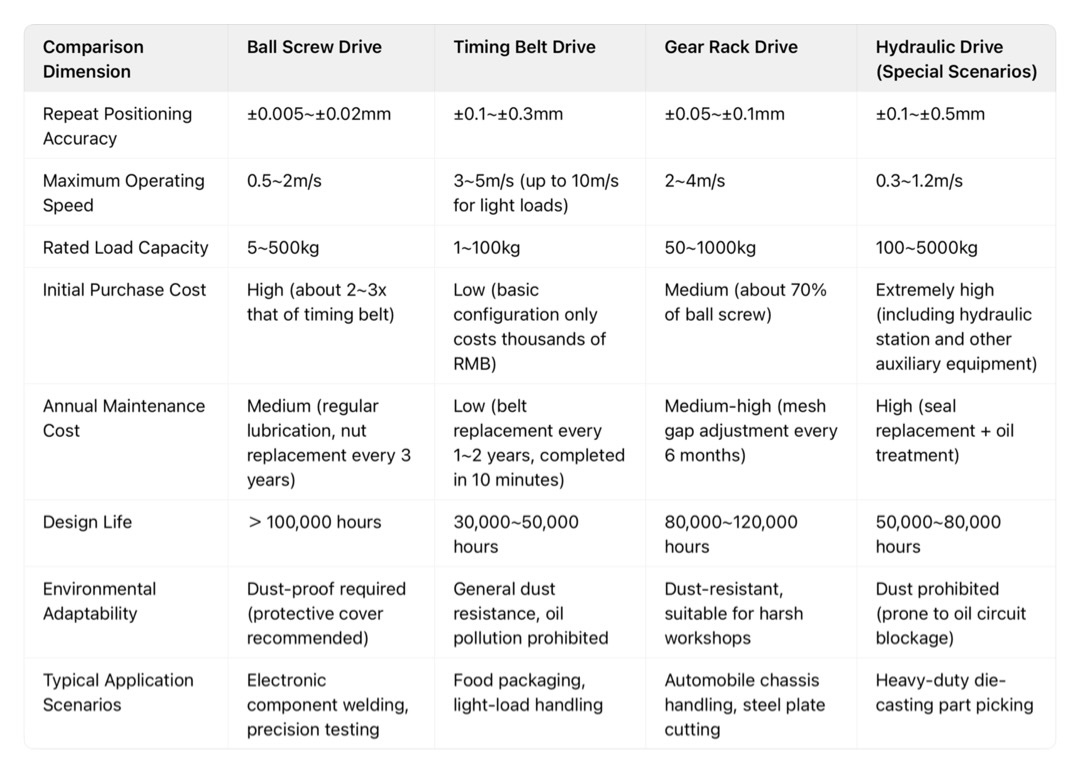
(II) Analyse des principaux avantages et inconvénients de chaque méthode d'entraînement
1. Entraînement par vis à billes : la « solution optimale » pour les applications de haute précision
Les vis à billes transmettent la force par le roulement de billes d'acier, convertissant le mouvement de rotation d'un servomoteur en mouvement linéaire. Cette solution est privilégiée pour les robots servo à trois axes de haute précision. Son principal atout réside dans son jeu extrêmement faible (
Toutefois, les acheteurs doivent être conscients de ses limites : les vis de plus de 2 mètres ont tendance à s’affaisser sous leur propre poids, ce qui nécessite des supports supplémentaires et augmente les coûts ; de plus, la vitesse maximale est limitée par la vitesse critique de la vis (généralement inférieure à 2 m/s), la rendant inadaptée aux applications à très haute vitesse. Enfin, les environnements poussiéreux accélèrent l’usure des billes d’acier, ce qui requiert des équipements auxiliaires tels que des protections.
2. Transmission par courroie synchrone : un outil économique pour les opérations à grande vitesse et à faible charge
Les transmissions par courroie synchrone utilisent une courroie en polyuréthane à âme d'acier engrenée avec des poulies pour la transmission de puissance. Elles offrent trois principaux avantages : vitesse élevée, faible niveau sonore et coût maîtrisé. Leur vitesse maximale peut atteindre 5 m/s, soit plus du double de celle des vis à billes, et leur coût d'acquisition initial ne représente que 30 à 50 % de celui d'une transmission par vis à billes aux spécifications identiques. Elles sont ainsi parfaitement adaptées aux applications à faible charge et à haute vitesse, telles que l'industrie agroalimentaire et la manutention de pièces en plastique.
Les acheteurs internationaux doivent être conscients des limitations de précision des courroies synchrones : ces dernières sont sujettes à une déformation élastique due aux variations de température, ce qui limite leur précision de répétabilité à ±0,1 à ±0,3 mm, insuffisante pour les applications d’usinage de précision. De plus, leur capacité de charge est limitée (généralement inférieure à 100 kg), ce qui impose des remplacements fréquents dans les applications à forte charge et augmente ainsi les coûts de maintenance à long terme. Cependant, les nouvelles courroies synchrones à âme en acier présentent une déformation en traction maîtrisée à 0,02 % près, ce qui en fait une alternative intéressante aux vis à billes pour certaines applications de moyenne envergure.
3. Entraînement par crémaillère : un incontournable pour les applications à usage intensif et à longue course
Les systèmes à crémaillère utilisent la rotation d'engrenages pour entraîner le mouvement linéaire d'une crémaillère, offrant ainsi les avantages clés d'une capacité de charge élevée et d'une course illimitée. Leur charge nominale peut dépasser 1 000 kg et, grâce à l'assemblage de plusieurs segments de crémaillère, une course supérieure à 10 mètres peut être atteinte, ce qui en fait une solution essentielle pour les applications exigeantes telles que la manutention de pièces automobiles et le chargement/déchargement de machines-outils de grande taille.
Les principaux défis de ce système d'entraînement résident dans le contrôle du bruit et de la précision : une précision de fabrication insuffisante peut générer un bruit supérieur à 75 dB lors de l'engrènement des engrenages et de la crémaillère, ce qui nécessite l'ajout d'un capot insonorisant ; de plus, le jeu doit être éliminé par un dispositif de pré-serrage, faute de quoi la précision chutera en dessous de ±0,05 mm. Heureusement, les marques européennes et américaines ont amélioré la précision jusqu'à ±0,01 mm grâce à la technologie de rectification des surfaces des dents, bien que cela augmente les coûts d'acquisition de 20 à 30 %.
4. Entraînements hydrauliques/pneumatiques : « Solutions complémentaires » pour des cas particuliers
Les entraînements hydrauliques, avec leur capacité de levage de plusieurs centaines de kilogrammes, sont encore utilisés dans des applications extrêmement exigeantes, comme le moulage sous pression de pièces lourdes. Cependant, les risques de fuite d'huile et de pollution, ainsi que le coût élevé des centrales hydrauliques, ont conduit à leur remplacement progressif par des systèmes à crémaillère et pignon haute capacité. Les entraînements pneumatiques, grâce à leur faible coût et leur rapidité d'exécution, sont encore utilisés dans les petites machines de transformation des plastiques, mais leur précision de ±0,5 mm et leur capacité de charge limitée sont insuffisantes pour les besoins des équipements servo-commandés.
Un rapport de 2024 de la Fédération internationale de robotique (IFR) montre que les entraînements hydrauliques/pneumatiques représentent désormais moins de 5 % des robots servo à trois axes, les entraînements électriques devenant la norme absolue, en particulier la combinaison de servomoteurs et de mécanismes de transmission de précision, qui allie précision et flexibilité.
III. 3 étapes pour choisir la solution de transmission optimale
Étape 1 : Clarifier les paramètres des exigences de base
Avant toute procédure d'achat, il convient d'identifier trois indicateurs clés afin d'éviter une sélection à l'aveugle :
Exigences de précision : La fabrication électronique exige ±0,02 mm (vis à billes préférées) ; l’industrie de l’emballage exige ±0,5 mm (courroies synchrones suffisantes).
Charge et course : Pour les charges mono-axiales > 50 kg, sélectionnez un système à crémaillère et pignon ; pour les courses > 3 mètres, utilisez un système à crémaillère et pignon prioritaire ou une courroie synchrone (les vis à billes nécessitent un support supplémentaire).
Vitesse de fonctionnement : Pour des temps de cycle > 120 cycles/minute, sélectionnez une courroie synchrone ; pour des opérations de précision à basse vitesse, sélectionnez une vis à billes.
Étape 2 : Correspondance avec les scénarios du secteur cible
Les exigences en matière de méthodes de propulsion varient considérablement d'un secteur à l'autre. Compte tenu des spécificités du marché international, la logique d'adaptation suivante peut servir de référence :
Électronique/Semi-conducteurs (principalement Europe et Amérique) : Une haute précision et un faible niveau sonore sont requis. Les entraînements à vis à billes sont recommandés. Associés aux servovariateurs de la série Delta ASD, ils permettent d’atteindre une précision de ±0,005 mm, conforme aux normes européennes et américaines en matière d’électronique.
Pièces automobiles (compatibilité mondiale) : Les exigences en matière de charges élevées et de courses importantes sont primordiales. Les systèmes à crémaillère constituent la solution optimale. Il est recommandé d’opter pour des crémaillères rectifiées, adaptées aux servomoteurs Siemens V90, afin d’améliorer la stabilité.
Agroalimentaire/Emballage (principalement Asie du Sud-Est) : le coût et la rapidité sont essentiels. Les transmissions par courroie synchrone offrent le meilleur rapport coût-performance. L’utilisation de polyuréthane répond aux exigences d’hygiène de l’industrie agroalimentaire, et le cycle de maintenance est adapté aux capacités de maintenance des usines d’Asie du Sud-Est.
Étape 3 : Calcul du coût total du cycle de vie
Les achats internationaux doivent prendre en compte à la fois l'investissement initial et les coûts d'exploitation et de maintenance à long terme. Sur la base d'une durée de vie de 100 000 heures, les calculs suivants sont effectués :
Entraînement à vis à billes : Coût d'achat initial élevé (environ 20 000 RMB), mais faible coût d'entretien (500 RMB par an), coût total d'environ 25 000 RMB.
Entraînement par courroie synchrone : Faible coût d'achat initial (environ 8 000 RMB), mais nécessite un remplacement de la courroie 4 fois (200 RMB à chaque fois), coût total d'environ 9 000 RMB.
Entraînement par crémaillère et engrenage : coût d'achat initial moyen (environ 14 000 RMB), réglage du jeu d'engrènement en moyenne de 800 RMB par an, coût total d'environ 22 000 RMB.

IV. Nouvelles tendances en matière de technologies d'entraînement en 2025
Systèmes d'entraînement hybrides : les entraînements hybrides pneumatiques et électriques suscitent un intérêt croissant. Par exemple, les opérations de préhension utilisent des entraînements pneumatiques (faible coût), tandis que les opérations de positionnement font appel à des entraînements par courroie synchrone (haute précision), ce qui permet de réduire les coûts de 30 % tout en répondant aux exigences de précision moyenne.
Entraînement direct sans réducteur : couple élevé, faible vitesse servomoteurs Ne nécessitant aucun réducteur, ces systèmes se connectent directement aux vis à billes ou aux engrenages à crémaillère, réduisant ainsi les pertes mécaniques de 50 % et prolongeant la durée de vie à plus de 150 000 heures. Cette technologie est actuellement utilisée dans des modèles haut de gamme de marques telles que Stäubli.
Algorithme d'adaptation intelligent : Le servocontrôleur de septième génération intègre un algorithme de réseau neuronal qui ajuste automatiquement les paramètres d'entraînement en fonction des variations de charge. Par exemple, la série VX de Doosan Robotics utilise cette technologie pour réduire les taux de panne de 60 %, ce qui la rend idéale pour les scénarios de production multivariés.
Site web:https://www.zhiyirobotics.com/
E-mail:sales@zhiyirobotics.com
#Servo à trois axes#Robot servo à trois axes#Bras de robot 250-350t#Robot servo à 3 axes#Trois axes Bras robotique servo-servo